



Home » Линия прямой экструзии листов
Технология прямой экструзии USEON позволяет получать несколько видов сырья, таких как полимер, наполнитель и добавки, смешанные или разделенные, прореагировавшие и девалолизированные в высокоскоростном двухшнековом экструдере с совместным вращением, для непосредственного производства высококачественной готовой продукции, такой как листы и пленки, без необходимости гранулирования.
Мы выполнили множество проектов по прямой экструзии, решив несколько проблем, с которыми обычно сталкиваются при использовании традиционных методов обработки. Ниже мы хотели бы поделиться нашим опытом прямой экструзии.
Традиционный процесс для пленок/листов:
Недостатки традиционных методов обработки:
Основная формула:
Компаунд COPP с 40% талька и 2% цветного мастербатча.
Технические характеристики листа:
Ширина: 850 мм
Толщина: 0,6 – 1,0 мм
Линейная скорость: 10 – 17 м/мин
Максимальная производительность: 900 кг/ч
Применение:
термоформование для упаковки пищевых продуктов
Процесс:
Вакуумная загрузка и разделенная система подачи, чтобы избежать загрязнения пыли на конечном листе.
ПП и цветной мастербатч подаются в первый цилиндр.
Тальк отдельно подается в два боковых питателя.
Смазочные добавки отсутствуют, так как конечный лист используется для упаковки горячих продуктов питания. Когда производительность экструдера превышает 600 кг, температура плавления повышается из-за трения. USEON поставляет специальный охладитель и шнек для снижения температуры плавления перед T-Die.
Листовая экструзия может быть связана с линией термоформования, минуя намотчик, устраняя необходимость в системе предварительного нагрева при термоформовании, что экономит энергию и рабочую силу.
USEON может поставлять комплексные линии прямой экструзии от подачи до термоформовки.
Основная формула:
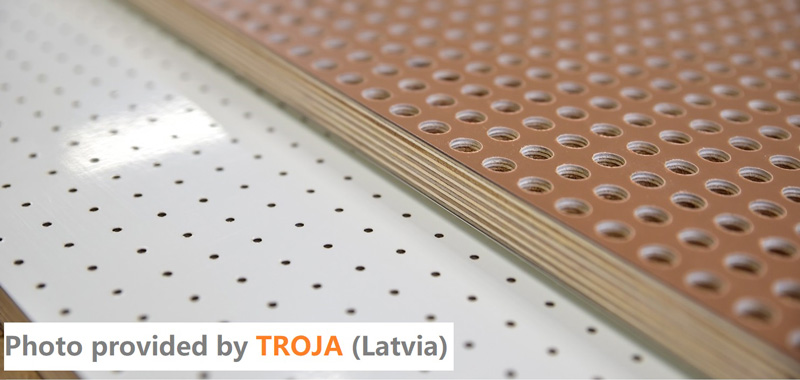
ПП компаундирование с 40% древесного волокна, цветной мастербатч и добавки
Технические характеристики листа:
Ширина: 1400 – 1600 мм
Толщина: 0,8 – 1,5 мм
Линейная скорость: 4 – 10 м/мин
Максимальная производительность: 600 кг/ч
Применение листов:
Защитный слой стены и потолка
Процесс:
PP и цветной мастербатч подаются в первый цилиндр.
Премикс из древесного волокна с добавками подается в боковой питатель. Температура плавления ПП составляет более 190℃, поэтому необходимо подавать древесное волокно после расплава ПП.
Конструкция шнека подачи USEON позволяет избежать чрезмерного срезания, но при этом хорошо перемешивается без уменьшения длины волокна.
В связи с низкой текучестью древесного волокна, USEON разработал специальный шестеренчатый насос и предлагает один тип внутренней смазки.
Окончательный лист будет липким на панели из натурального дерева, поэтому нетканое покрытие для обеих сторон.
USEON может поставить полностью линию DIRECT EXTRUSION от подачи до укладчика.
Основная формула:
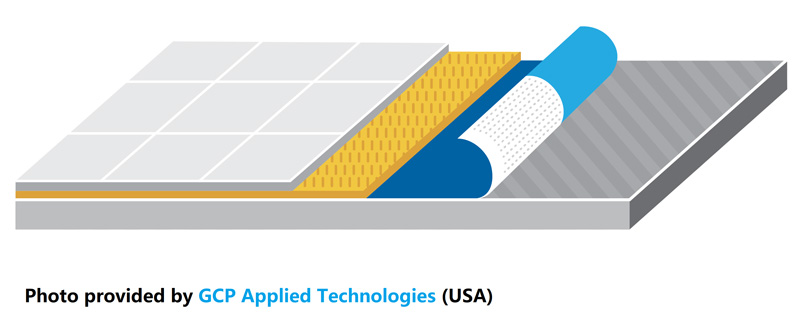
Компаундирование HDPE с цветным мастербатчем и добавками
Технические характеристики листа:
Ширина: 1200 мм ± 2 мм
Толщина: 0,65 – 1,40 мм ± 0,05 мм
Линейная скорость: 8 – 17 м/мин
Максимальная производительность: 800 кг/ч
Применение:
Влагоизоляция пола и подкровельные материалы
Процесс:
Вакуумная загрузка – гравиметрическая подача – двухшнековый экструдер для экструзии листов.
Преимущество двухшнекового экструдера:
По сравнению с одношнековым экструдером, двухшнековый экструдер имеет следующие преимущества:
USEON может поставить полностью линию DIRECT EXTRUSION от предварительного смешивания до намотчика.
Основная формула:
Компаундирование полипропилена с добавками (противоскользящими, антистатическими, антиокислительными).
Применение:
Для всех видов упаковки
Структура пленки:
A/B/A
Процесс:
Традиционный процесс представляет собой два комплекта одношнековых экструдеров с последовательным соединением для получения большей производительности.
Мы заменяем два комплекта одношнековых экструдеров на один комплект двухшнековых экструдеров.
Преимущества:
Экономия энергии до 30%: при том же двигателе 1200 кВт мы можем достичь производительности 5500 кг/ч, в то время как одношнековый экструдер может достичь только максимальных 4200 кг/ч.
Меньшее время пребывания приводит к меньшей деградации полимера.
Лучшая дисперсность приводит к снижению процентного содержания добавок.
Лучшая производительность дегазации.
Технические характеристики экструдера:
| Модель | Diameter (mm) | Макс. Скорость (об/мин) | Мотор (кВт) | L/D | Производительность (кг/час) |
|---|---|---|---|---|---|
| SAT-X150 | 150 | 400 | 1200 | 36 | 5000-6000 |
| SAT-X175 | 175 | 300 | 2000 | 36 | 7000-10000 |
Основная формула:
ЭВА (ТПК МА-10 с содержанием ВА <=33), добавки в виде жидкости или порошка
Спецификация листа:
Ширина: 2300 мм
Толщина: 0,2~0,9 мм (с точностью +/-0,02 мм)
Скорость усадки: <3% Линейная скорость: > 6 м/мин
Максимальная производительность: 500 кг/ч
Применение:
Инкапсуляция солнечных батарей
Процесс:
ЭВА и добавка предварительно смешиваются и подаются в первый цилиндр за счет весового дозатора .
Жидкие добавки подаются в 4-й цилиндр весовым дозатором.
Специальная конструкция шнека обеспечивает хорошее смешивание и предотвращает чрезмерный сдвиг.
Лучшая производительность дегазации.
Система горячей калибровки для снижения степени усадки.
Автоматический намотчик с системой контроля натяжения (диапазон натяжения: 10~100 Н).
USEON может поставить полностью линию ПРЯМОЙ ЭКСТРУЗИИ от подачи до намоточной машины, включая систему дробления на линии.
Основная формула:
PVB/SGP, добавки и отходы на линии
Спецификация листа:
Ширина до 4000 мм
Толщина: 0,3~1,5 мм
Производитльность: 300~600кг/ч
Применение:
Многослойное стекло для автомобилей и строительства
Процесс:
Специальная охлаждающая рубашка для системы подачи, чтобы избежать завал из-за липкости сырья.
Двухшнековый экструдер для лучшего смешивания и дегазации.
Коэкструзия для двух цветов (по краю)
Автоматическая блокировка Т-образного штампа с помощью толщиномера.
USEON может поставить полностью линию ПРЯМОЙ ЭКСТРУЗИИ от подачи до намотчика, включая он-лайн систему дробления.





